




Kooperationsfall
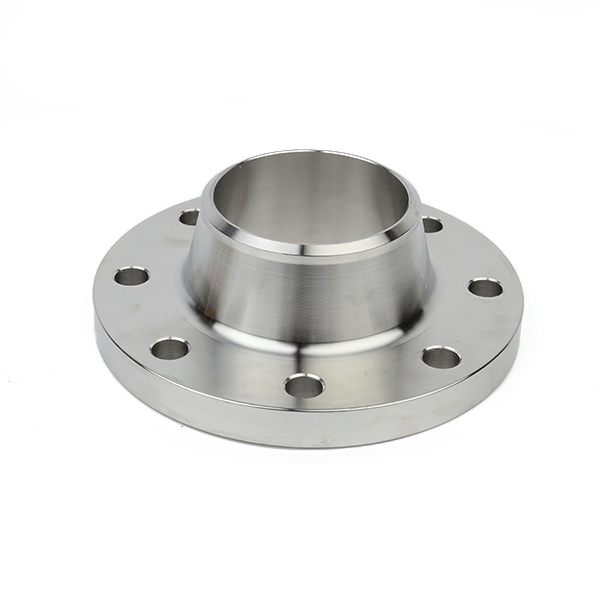
Bei einem Projekt in der Türkei werden Flansche in Erdgasleitungen eingesetzt. Alle diese Flansche sind vom TÜV zugelassen.China Forging Centrifugal Pump Flanges, Weld Neck Flanges2. Die Flansche werden durch Schmieden hergestellt.
3. Die Werkstoffe müssen den Normen ASTM A105, ASTM A694 F65 und ASTM A694 F70 entsprechen.
| 4. Flansche nach ASTM A694 F65 und ASTM A694 F70 müssen vergütet werden. | 5. Materialprüfzeugnisse und Wärmebehandlungsberichte müssen für TPI-Inspektionen zur Verfügung gestellt werden. |
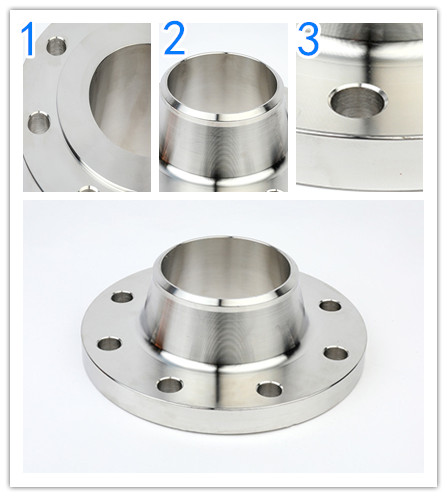
| 6. WN-Flansche müssen gemäß ASME B16.25 mit abgeschrägten Enden versehen sein. | 7. Die chemischen und mechanischen Prüfwerte der Werkstoffe (Schlagfestigkeit, Streckgrenze, Zugfestigkeit usw.) müssen den einschlägigen Normen entsprechen. |
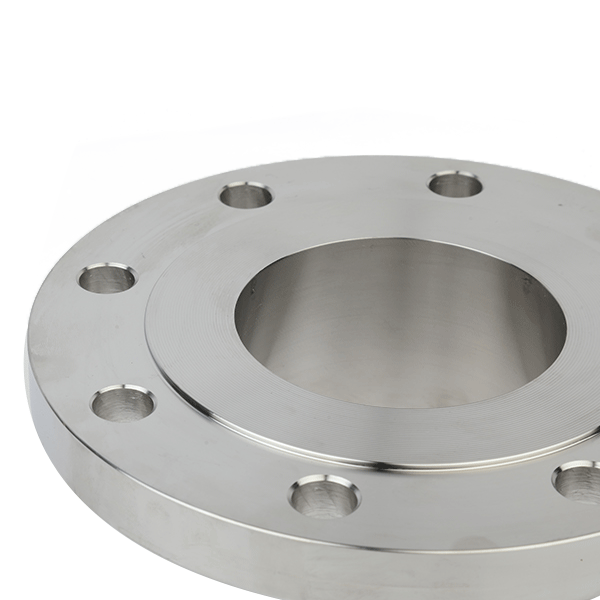
| 8. Alle Oberflächen müssen bearbeitet und mit einem transparenten Öl lackiert werden, um Rostbildung zu verhindern. | 9. Die Kennzeichnung muss folgende Informationen enthalten: |
| • Durchmesser (ca. 6 Zoll) | • Druckklasse (z. B. 150 LB) |
| • Werkstoffgüte (z. B. ASTM A 105) | • Wandstärke (z. B. 4,78 mm) |
| Material | • Produktionsstandard (ASME B16.5)10. Die Materialien müssen frei von Oberflächenfehlern und Rissen sein. Schweißreparaturen sind strengstens verboten. |
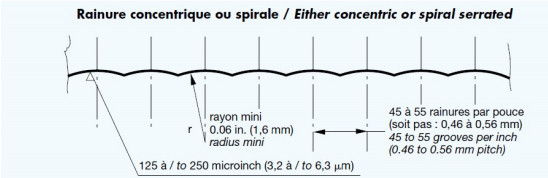
| 11. Alle Flansche müssen als Flansche mit erhöhter Dichtfläche (RF) ausgeführt sein. Die Dichtfläche muss gemäß ASME B46.1 eine Rauheit (Ra) von 3,2 bis 6,3 µm (125 bis 250 µm) aufweisen.12. Die Materialien sind so zu verpacken, dass Beschädigungen an den Bearbeitungs- und Dichtungsflächen vermieden werden. | |
| 13. Alle Maße müssen innerhalb positiver (+) Toleranzen liegen. Negative Toleranzen sind strengstens verboten.14. Die Flanschfasen sind gemäß ASME B16.25 auszuführen. | |
| 15. Der Fertigungsprozess wird jederzeit von TPI überprüft.16. TPI kann Proben von jedem Material für chemische/mechanische Prüfungen entnehmen. | |
| 17. Der Eingangsinspektionsbericht wird von TPI geprüft. | |
| ArtikelGröße (Zoll) | |
| Druckklasse | Material |
| WT (mm) | Standort |
Menge.
japanisch
Koreanisch
Arabisch
irisch
griechisch
Türkisch
Italienisch
dänisch
rumänisch
Indonesisch
tschechisch
Afrikaans
Schwedisch
Polieren
baskisch
katalanisch
Esperanto
Hindi
| Lao | albanisch | Amharisch |
| Armenisch | Aserbaidschanisch | Belarussisch |
| Bengali | bosnisch | bulgarisch |
| Cebuano | Chichewa | Korsisch |
kroatisch
Niederländisch
estnisch
Filipino
finnisch
Friesisch
galizisch
georgisch
Gujarati
haitianisch
Hausa
hawaiisch
hebräisch
Hmong
ungarisch
isländisch
Igbo
Javanisch
Kannada
Kasachisch
Khmer
kurdisch
Kirgisen
lateinisch
lettisch
litauisch


| Item | Size (Inch) | Pressure Class | CS | Material | W.T. (mm) | Location | Qty. |
| S.O.R.F | 12 | 150LB | 20 | A105 | - | TANK FLANGES | 48 |
| S.O.R.F | 8 | 150LB | 20 | A105 | - | TANK FLANGES | 32 |
| S.O.R.F | 3 | 150LB | 20 | A105 | - | TANK FLANGES | 32 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 14 | TANK FLANGES | 2 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 5.54 | TANK FLANGES | 4 |
| S.O.R.F | 20 | 150LB | 20 | A105 | - | TANK FLANGES | 6 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 5.54 | TANK FLANGES | 8 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 14 | TANK FLANGES | 8 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 16 | TANK FLANGES | 8 |
| S.O.R.F | 3 | 150LB | 20 | A105 | - | TANK FLANGES | 24 |
| S.O.R.F | 20 | 150LB | 20 | A105 | - | TANK FLANGES | 6 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 5.54 | TANK FLANGES | 8 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 14 | TANK FLANGES | 16 |
| Item | Size (Inch) | Pressure Class | CS | Material | W.T. (mm) | Location | Qty. |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 2 |
| Flange, Weld Neck | 20 | 400LB | 62 | ASTM A694 F70 | 7.14 | PSM1 | 6 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 4 |
| Flange, Weld Neck | 20 | 400LB | 62 | ASTM A694 F70 | 7.14 | PSM1 | 10 |
| Flange, Weld Neck | 12 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Flange, Weld Neck | 4 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 25 |
| Flange, Weld Neck | 4 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 16 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 2 |
| Flange, Weld Neck | 20 | 400LB | 62 | ASTM A694 F70 | 7.14 | PSM1 | 6 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 4 |
| Flange, Weld Neck | 20 | 400LB | 62 | ASTM A694 F70 | 7.14 | PSM1 | 10 |
| Flange, Weld Neck | 12 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 25 |
| Flange, Weld Neck | 4 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 16 |
| Flange, Weld Neck | 10 | 300LB | 51 | ASTM A694 F65 | 4.78 | PSB1 | 2 |
| Flange, Weld Neck | 6 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 4 |
| Flange, Weld Neck | 4 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 4 |
| Flange, Weld Neck | 18 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 2 |
| Flange, Weld Neck | 8 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 2 |
| Flange, Weld Neck | 8 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 2 |
Englisch
Französisch
japanisch
Koreanisch
Arabisch
irisch
griechisch
Türkisch
Italienisch
dänisch
rumänisch
Indonesisch
tschechisch
Afrikaans
Schwedisch
Polieren
baskisch
katalanisch
Esperanto
Hindi
| Lao | albanisch | Amharisch |
| Armenisch | Aserbaidschanisch | Belarussisch |
| Bengali | bosnisch | bulgarisch |
| Cebuano | Chichewa | Korsisch |
kroatisch
Niederländisch
estnisch
Filipino
finnisch
Friesisch
galizisch
georgisch
Gujarati
haitianisch
Hausa
hawaiisch
hebräisch
Hmong
ungarisch
isländisch
Igbo
Javanisch
Kannada
Kasachisch
Khmer
kurdisch
Kirgisen
lateinisch
lettisch
litauisch
Luxemburg..
| Item | Size (Inch) | Pressure Class | CS | Material | W.T. (mm) | Location | Qty. |
| S.O.R.F | 12 | 150LB | 20 | A105 | - | TANK FLANGES | 48 |
| S.O.R.F | 8 | 150LB | 20 | A105 | - | TANK FLANGES | 32 |
| S.O.R.F | 3 | 150LB | 20 | A105 | - | TANK FLANGES | 32 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 14 | TANK FLANGES | 2 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 5.54 | TANK FLANGES | 4 |
| S.O.R.F | 20 | 150LB | 20 | A105 | - | TANK FLANGES | 6 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 5.54 | TANK FLANGES | 8 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 14 | TANK FLANGES | 8 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 16 | TANK FLANGES | 8 |
| S.O.R.F | 3 | 150LB | 20 | A105 | - | TANK FLANGES | 24 |
| S.O.R.F | 20 | 150LB | 20 | A105 | - | TANK FLANGES | 6 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 5.54 | TANK FLANGES | 8 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 14 | TANK FLANGES | 16 |
| Item | Size (Inch) | Pressure Class | CS | Material | W.T. (mm) | Location | Qty. |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 2 |
| Flange, Weld Neck | 20 | 400LB | 62 | ASTM A694 F70 | 7.14 | PSM1 | 6 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 4 |
| Flange, Weld Neck | 20 | 400LB | 62 | ASTM A694 F70 | 7.14 | PSM1 | 10 |
| Flange, Weld Neck | 12 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Flange, Weld Neck | 4 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 25 |
| Flange, Weld Neck | 4 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 16 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 2 |
| Flange, Weld Neck | 20 | 400LB | 62 | ASTM A694 F70 | 7.14 | PSM1 | 6 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 4 |
| Flange, Weld Neck | 20 | 400LB | 62 | ASTM A694 F70 | 7.14 | PSM1 | 10 |
| Flange, Weld Neck | 12 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 25 |
| Flange, Weld Neck | 4 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 16 |
| Flange, Weld Neck | 10 | 300LB | 51 | ASTM A694 F65 | 4.78 | PSB1 | 2 |
| Flange, Weld Neck | 6 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 4 |
| Flange, Weld Neck | 4 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 4 |
| Flange, Weld Neck | 18 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 2 |
| Flange, Weld Neck | 8 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 2 |
| Flange, Weld Neck | 8 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 2 |
Pipe fittings are crucial components in the piping system, used for connection, redirection, diversion, size change, sealing or controlling the flow of fluids. They are widely applied in fields such as construction, industry, energy and municipal services.
Key Functions: It can perform functions such as connecting pipes, changing flow direction, dividing and merging flows, adjusting pipe diameters, sealing pipes, controlling and regulating.
Application Scope:
- Building water supply and drainage: PVC elbows and PPR tris are used for water pipe networks.
- Industrial pipelines: Stainless steel flanges and alloy steel elbows are used to transport chemical media.
- Energy transportation: High-pressure steel pipe fittings are used in oil and gas pipelines.
- HVAC (Heating, Ventilation, and Air Conditioning): Copper pipe fittings are used to connect refrigerant pipelines, and flexible joints are used for vibration reduction.
- Agricultural irrigation: Quick connectors facilitate the assembly and disassembly of sprinkler irrigation systems.









