




griechisch
| Türkisch | Italienisch |
| dänisch | rumänisch |
| Indonesisch | tschechisch |
| Afrikaans | Schwedisch |
| Polieren | baskisch |
| Material | EsperantoHindi |
| Laoalbanisch | |
| AmharischArmenisch | |
| AserbaidschanischBelarussisch | |
| Bengalibosnisch | |
| bulgarischCebuano | |
| Chichewa | Korsisch |
| kroatisch | Niederländisch |
estnisch
PRODUCTS DETAIL SHOW
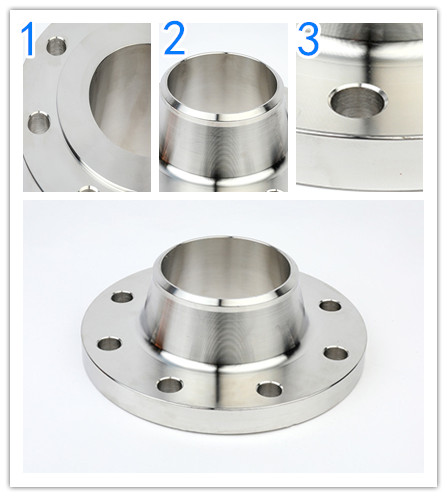
1. Face
Can be raised face(RF), full face(FF), Ring joint(RTJ) , Groove, Tongue, or customized.
2.Bevel end as per ANSI B16.25
3.CNC fine finished.
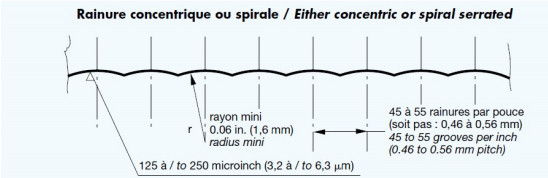
Face finish: The finish on the face of flange is measured as an Arithmetical Average Roughness Height(AARH). The finish is determined by the standard used. For example, ANSI B16.5 specifies face finishes within a range 125AARH-500AARH(3.2Ra to 12.5Ra). Other finishes are available on requst, for example 1.6 Ra max,1.6/3.2 Ra, 3.2/6.3Ra or 6.3/12.5Ra. The range 3.2/6.3Ra is most common.
MARKING AND PACKING
• Each layer use plastic film to protect the surface
• For all stainless steel are packed by plywood case. For bigger size carbon flange are packed by plywood pallet. Or can be customized packing.
• Shipping mark can make on request
• Markings on products can be carved or printed. OEM is accepted.
INSPECTION
• UT test
• PT test
• MT test
• Dimension test
Before delivery, our QC team will arrange NDT test and dimension inspection.Also accept TPI(third party inspection).
PRODUCTION PROCESS
| 1. Choose Genuine raw material | 2. Cut raw material | 3. Pre-heating |
| 4. Forging | 5. Heat treatment | 6. Rough Machining |
| 7. Drilling | 8. Fine maching | 9. Marking |
| 10. Inspection | 11. Packing | 12. Delivery |
COOPERATION CASE
A project in Turkey, flanges are used in natural gas pipelines. All those flanges are approved by TUV.
FLANGE DATA SHEET
1persisch
2. Flanges shall be produced by forging.
3. Materials shall be according to ASTM A105, ASTM A694 F65 and ASTM A694 F70 standards.
4. ASTM A694 F65 and ASTM A694 F70 flanges shall be quenched and tempered.
5. Material test certificates and heat treatment reports shall be made available for TPI inspections.
6. WN flanges shall be with bevel ends acc. to ASME B16.25.
7. Materials chemical and mechanical test values(impact, yield,tensile etc.)shall be according to related standards.
8. All surfaces shall be machined and varnished with a transparent oil to prevent rusting.
9. Marking shall include the following information,
• Diameter (exp. 6”)
• Pressure class (exp. 150 LB)
• Material Grade (exp. ASTM A 105)
• Wall thickness (exp. 4,78 mm)
• Heat No (exp. 138413)
• Production standard (ASME B16.5)
10. Materials shall be free from any surface defects and cracks. Welding repairs are strictly forbidden.
11. All flanges shall be raised face (RF) with sealing surface. Sealing surface shall be Ra 3,2 – 6,3 µm (125 – 250 mic. inc.) acc. to ASME B46.1.
12. Materials shall be packed to prevent damages to machining, and sealing surfaces.
13. All dimensions shall be in positive (+) tolerances. Minus tolerances are strictly forbidden.
14. Flange bevellings shall be made acc. to ASME B16.25.
15. Manufacturing process will be checked at any time by TPI.
16. TPI may take samples from any material for chemical/mechanical test sample.
17. Incoming inspection report shall be reviewed by TPI.


| Item | Size (Inch) | Pressure Class | CS | Material | W.T. (mm) | Location | Qty. |
| S.O.R.F | 12 | 150LB | 20 | A105 | - | TANK FLANGES | 48 |
| S.O.R.F | 8 | 150LB | 20 | A105 | - | TANK FLANGES | 32 |
| S.O.R.F | 3 | 150LB | 20 | A105 | - | TANK FLANGES | 32 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 14 | TANK FLANGES | 2 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 5.54 | TANK FLANGES | 4 |
| S.O.R.F | 20 | 150LB | 20 | A105 | - | TANK FLANGES | 6 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 5.54 | TANK FLANGES | 8 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 14 | TANK FLANGES | 8 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 16 | TANK FLANGES | 8 |
| S.O.R.F | 3 | 150LB | 20 | A105 | - | TANK FLANGES | 24 |
| S.O.R.F | 20 | 150LB | 20 | A105 | - | TANK FLANGES | 6 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 5.54 | TANK FLANGES | 8 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 14 | TANK FLANGES | 16 |
| Item | Size (Inch) | Pressure Class | CS | Material | W.T. (mm) | Location | Qty. |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 2 |
| Flange, Weld Neck | 20 | 400LB | 62 | ASTM A694 F70 | 7.14 | PSM1 | 6 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 4 |
| Flange, Weld Neck | 20 | 400LB | 62 | ASTM A694 F70 | 7.14 | PSM1 | 10 |
| Flange, Weld Neck | 12 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Flange, Weld Neck | 4 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 25 |
| Flange, Weld Neck | 4 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 16 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 2 |
| Flange, Weld Neck | 20 | 400LB | 62 | ASTM A694 F70 | 7.14 | PSM1 | 6 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 4 |
| Flange, Weld Neck | 20 | 400LB | 62 | ASTM A694 F70 | 7.14 | PSM1 | 10 |
| Flange, Weld Neck | 12 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 25 |
| Flange, Weld Neck | 4 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 16 |
| Flange, Weld Neck | 10 | 300LB | 51 | ASTM A694 F65 | 4.78 | PSB1 | 2 |
| Flange, Weld Neck | 6 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 4 |
| Flange, Weld Neck | 4 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 4 |
| Flange, Weld Neck | 18 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 2 |
| Flange, Weld Neck | 8 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 2 |
| Flange, Weld Neck | 8 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 2 |
FAQ
1. What are the different types of stainless steel pipe fittings?
Answer: Stainless steel pipe fittings include butt welding pipe fittings, socket welding pipe fittings, threaded pipe fittings, flanges, valves and other types.
2. What is the difference between stainless steel 304 and 316 stainless steel pipe fittings?
A: 304 stainless steel is suitable for most applications and has excellent corrosion resistance. 316 stainless steel, on the other hand, has better corrosion resistance in highly corrosive environments and is better suited for marine and chemical applications.
3. What are the benefits of using forged butt welded pipe fittings?
A: Forged butt weld fittings provide enhanced strength, reliability, and leak-free connections. They offer excellent impact resistance and are preferred for high pressure and high temperature applications.
4. What is a butt welding flange?
Answer: A butt welding flange is a pipe flange that has a long tapered hub and is welded to the pipe. It provides a smooth transition from pipe to flange with excellent strength and integrity.
5. Which stainless steel grade is commonly used for pipe fittings?
A: Stainless steel grades 304, 316, 304L, 316L and 317 are commonly used in pipe fittings due to their excellent corrosion resistance, durability and versatility.
6. Can stainless steel pipe fittings be used in high temperature applications?
Answer: Yes, stainless steel fittings are suitable for high temperature applications. However, the grade of stainless steel used should be carefully selected based on the specific temperature requirements of the application.
7. Are stainless steel pipe fittings suitable for the food and beverage industry?
Answer: Yes, stainless steel pipe fittings are widely used in the food and beverage industry because of their hygiene, corrosion resistance, and easy maintenance.
8. What is the difference between socket welding fittings and butt welding fittings?
Answer: Socket welded pipe fittings insert the pipe into the socket and then perform fillet welding to connect the pipe. Butt weld fittings, on the other hand, require the ends of the pipe to be beveled and then welded.
9. Can stainless steel pipe fittings be recycled?
A: Yes, stainless steel pipe fittings are highly recyclable. Stainless steel is a sustainable material that can be recycled and reused without losing its properties or quality.
10. What are the advantages of using stainless steel pipe fittings compared with other materials?
A: Stainless steel pipe fittings offer many advantages, such as excellent corrosion resistance, high strength, durability and hygienic properties. They are low maintenance, have a long lifespan and have a clean and beautiful appearance.
PRODUCTS DETAIL SHOW
1. Face
Can be raised face(RF), full face(FF), Ring joint(RTJ) , Groove, Tongue, or customized.
2.Bevel end as per ANSI B16.25
3.CNC fine finished.
Face finish: The finish on the face of flange is measured as an Arithmetical Average Roughness Height(AARH). The finish is determined by the standard used. For example, ANSI B16.5 specifies face finishes within a range 125AARH-500AARH(3.2Ra to 12.5Ra). Other finishes are available on requst, for example 1.6 Ra max,1.6/3.2 Ra, 3.2/6.3Ra or 6.3/12.5Ra. The range 3.2/6.3Ra is most common.
MARKING AND PACKING
• Each layer use plastic film to protect the surface
• For all stainless steel are packed by plywood case. For bigger size carbon flange are packed by plywood pallet. Or can be customized packing.
• Shipping mark can make on request
• Markings on products can be carved or printed. OEM is accepted.
INSPECTION
• UT test
• PT test
• MT test
• Dimension test
Before delivery, our QC team will arrange NDT test and dimension inspection.Also accept TPI(third party inspection).
PRODUCTION PROCESS
| 1. Choose Genuine raw material | 2. Cut raw material | 3. Pre-heating |
| 4. Forging | 5. Heat treatment | 6. Rough Machining |
| 7. Drilling | 8. Fine maching | 9. Marking |
| 10. Inspection | 11. Packing | 12. Delivery |
COOPERATION CASE
A project in Turkey, flanges are used in natural gas pipelines. All those flanges are approved by TUV.
FLANGE DATA SHEET
1. Flange dimensions and tolerances shall be according to ASME B16.5.
2. Flanges shall be produced by forging.
3. Materials shall be according to ASTM A105, ASTM A694 F65 and ASTM A694 F70 standards.
4. ASTM A694 F65 and ASTM A694 F70 flanges shall be quenched and tempered.
5. Material test certificates and heat treatment reports shall be made available for TPI inspections.
6. WN flanges shall be with bevel ends acc. to ASME B16.25.
7. Materials chemical and mechanical test values(impact, yield,tensile etc.)shall be according to related standards.
8. All surfaces shall be machined and varnished with a transparent oil to prevent rusting.
9. Marking shall include the following information,
• Diameter (exp. 6”)
• Pressure class (exp. 150 LB)
• Material Grade (exp. ASTM A 105)
• Wall thickness (exp. 4,78 mm)
• Heat No (exp. 138413)
• Production standard (ASME B16.5)
10. Materials shall be free from any surface defects and cracks. Welding repairs are strictly forbidden.
11. All flanges shall be raised face (RF) with sealing surface. Sealing surface shall be Ra 3,2 – 6,3 µm (125 – 250 mic. inc.) acc. to ASME B46.1.
12. Materials shall be packed to prevent damages to machining, and sealing surfaces.
13. All dimensions shall be in positive (+) tolerances. Minus tolerances are strictly forbidden.
14. Flange bevellings shall be made acc. to ASME B16.25.
15. Manufacturing process will be checked at any time by TPI.
16. TPI may take samples from any material for chemical/mechanical test sample.
17. Incoming inspection report shall be reviewed by TPI.
| Item | Size (Inch) | Pressure Class | CS | Material | W.T. (mm) | Location | Qty. |
| S.O.R.F | 12 | 150LB | 20 | A105 | - | TANK FLANGES | 48 |
| S.O.R.F | 8 | 150LB | 20 | A105 | - | TANK FLANGES | 32 |
| S.O.R.F | 3 | 150LB | 20 | A105 | - | TANK FLANGES | 32 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 14 | TANK FLANGES | 2 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 5.54 | TANK FLANGES | 4 |
| S.O.R.F | 20 | 150LB | 20 | A105 | - | TANK FLANGES | 6 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 5.54 | TANK FLANGES | 8 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 14 | TANK FLANGES | 8 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 16 | TANK FLANGES | 8 |
| S.O.R.F | 3 | 150LB | 20 | A105 | - | TANK FLANGES | 24 |
| S.O.R.F | 20 | 150LB | 20 | A105 | - | TANK FLANGES | 6 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 5.54 | TANK FLANGES | 8 |
| Flange, Weld Neck | 24 | 150LB | 20 | A105 | 14 | TANK FLANGES | 16 |
| Item | Size (Inch) | Pressure Class | CS | Material | W.T. (mm) | Location | Qty. |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 2 |
| Flange, Weld Neck | 20 | 400LB | 62 | ASTM A694 F70 | 7.14 | PSM1 | 6 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 4 |
| Flange, Weld Neck | 20 | 400LB | 62 | ASTM A694 F70 | 7.14 | PSM1 | 10 |
| Flange, Weld Neck | 12 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Flange, Weld Neck | 4 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 25 |
| Flange, Weld Neck | 4 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 16 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 2 |
| Flange, Weld Neck | 20 | 400LB | 62 | ASTM A694 F70 | 7.14 | PSM1 | 6 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 4 |
| Flange, Weld Neck | 20 | 400LB | 62 | ASTM A694 F70 | 7.14 | PSM1 | 10 |
| Flange, Weld Neck | 12 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 4 |
| Flange, Weld Neck | 24 | 400LB | 62 | ASTM A694 F70 | 7.92 | PSM1 | 25 |
| Flange, Weld Neck | 4 | 400LB | 62 | ASTM A694 F70 | 4.78 | PSM1 | 16 |
| Flange, Weld Neck | 10 | 300LB | 51 | ASTM A694 F65 | 4.78 | PSB1 | 2 |
| Flange, Weld Neck | 6 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 4 |
| Flange, Weld Neck | 4 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 4 |
| Flange, Weld Neck | 18 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 2 |
| Flange, Weld Neck | 8 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 2 |
| Flange, Weld Neck | 8 | 300LB | 51 | ASTM A694 F65 | 4.78 | RABIGH | 2 |
Pipe fittings are crucial components in the piping system, used for connection, redirection, diversion, size change, sealing or controlling the flow of fluids. They are widely applied in fields such as construction, industry, energy and municipal services.
Key Functions: It can perform functions such as connecting pipes, changing flow direction, dividing and merging flows, adjusting pipe diameters, sealing pipes, controlling and regulating.
Application Scope:
- Building water supply and drainage: PVC elbows and PPR tris are used for water pipe networks.
- Industrial pipelines: Stainless steel flanges and alloy steel elbows are used to transport chemical media.
- Energy transportation: High-pressure steel pipe fittings are used in oil and gas pipelines.
- HVAC (Heating, Ventilation, and Air Conditioning): Copper pipe fittings are used to connect refrigerant pipelines, and flexible joints are used for vibration reduction.
- Agricultural irrigation: Quick connectors facilitate the assembly and disassembly of sprinkler irrigation systems.
-

Manufacturer specialized forging high-pressure ...
-

paddle blank spacer A515 gr 60 figure 8 spectac...
-

ASME B 16.5 CS SA 105N LWNFF 20inch 600LB LWN F...
-

Pipe Fittings A105 Class 150 Ss Carbon Steel Pl...
-

Ansi B16.5 A105 Black Carbon Steel Slip on Flange
-

Standard Pressure Orifice Flange Forged Stainle...




